|
БУДЬТЕ ВНИМАТЕЛЬНЫ! В последнее время нам приходится сталкиваться с использованием нашей номенклатуры электродов (а также порошковых и цельнотянутых проволок) другими поставщиками сварочных материалов! подробнее » |
|
|
|
Новая линейка материалов для технологий аддитивного производства Порошки серии AMPERPRINT от H.C.Starck подробнее » |
|
|
|
|
|
|
РЕМОНТНАЯ СВАРКА ЧУГУНА
Технология и сварочные материалы фирмы Sabaros S.A. позволяют выполнять надёжный ремонт методом ручной электродуговой сварки деталей, изготовленных практически из любых марок чугуна (кроме высокохромистых и отбелённых).
| 1. |

|
Разделку трещин при подготовке детали к сварке рекомендуется проводить с помощью специальных разделочных электродов типа Sabaros ME 100. Данные электроды позволяют удалять изношенный металл, выжигать масло и примеси из околошовной зоны при малом подогреве детали. В отличие от разделки воздушно-угольной строжкой данный метод приводит к незначительному насыщению разделки углеродом. Производительность разделки электродами Sabaros ME 100 в 4-5 раз выше, чем при работе абразивным ручным инструментом. U-образная разделка, получаемая при работе электродом Sabaros ME 100, по сравнению с традиционной V-образной разделкой для абразивного инструмента, позволяет экономить до 30% дорогостоящих материалов для сварки чугуна.
|
| 2. |
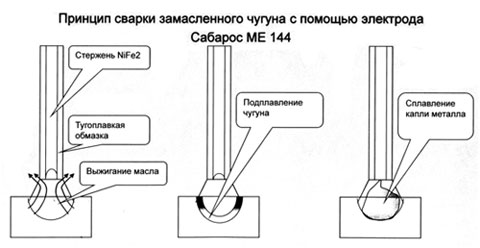
Чаще всего ремонту подлежат чугунные корпуса редукторов, двигателей внутреннего сгорания. В этом случае чугун напитан смазкой или машинным маслом. Для решения этой проблемы используется отжиг детали в печи, что не всегда доступно для малых ремонтных предприятий. Другим препятствием могут быть большие габариты детали. Для ремонта замасленных чугунов следует применять ручные электроды типа Sabaros ME 144. Специальная обмазка электрода обеспечивает замедленное плавление никелевого стержня. За счёт горения сварочной дуги в интервале между сплавлениями относительно крупных капель металла стержня происходит выжигание масла из зоны сплавления. Это требует специальной техники сварки. Наши технические специалисты готовы оказать соответствующую помощь.
|
| 3. |

|
Некоторые чугунные детали, подлежащие ремонту, напитаны не только смазкой, но и перекачиваемыми реагентами. Это могут быть сернистые газы для корпусов клапанных коробок кокосовых печей, химические продукты и т.д. В этом случае для создания переходной зоны между базовым металлом и последующей сваркой следует применять электроды типа Sabaros ME 127. Переходной слой наноситься в виде точек на всю поверхность разделки. Далее сварка продолжается электродами Sabaros ME 144.
|
| 4. |
При ремонте толстостенных чугунных деталей и заполнения больших разделок с помощью чисто никелевых электродов типа Sabaros ME 144 Вы можете столкнуться с проблемой "горячих трещин". В этом случае сварку следует начинать с облицовки разделки электродами Sabaros ME 144 (или ME 127). Заполнение разделки следует производить железо-никелевыми электродами типа Sabaros ME 140.
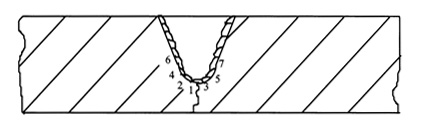
Облицовка разделки Sabaros ME 144 (или ME 127)
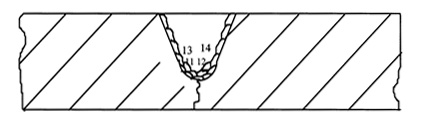
Заполнение разделки Sabaros ME 140

Корпус редуктора сжатия аргона толщина стенки 40 мм - для сварки была использована комбинация электродов Sabaros ME 144 и Sabaros ME 140
|
| 5. |
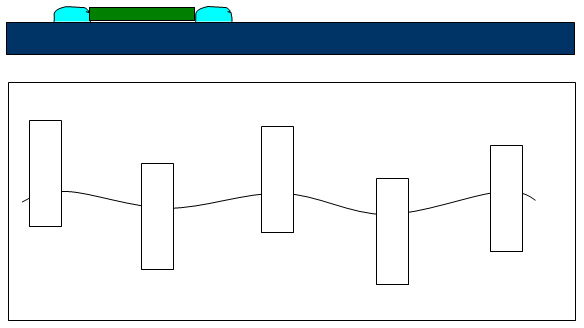
Для нагруженных чугунных деталей целесообразно использовать технологию усиления сварного шва стальными пластинами. В этом случае вначале по контуру пластин в чугуне выбирается канавка с помощью электродов Sabaros ME 100. Далее подготовленные канавки заполняются электродом типа Sabaros ME 144. Пластины усиления целесообразно изготовить из среднеуглеродистой или легированной стали с повышенными механическими характеристиками. Приварку пластин на подготовленное место следует производить электродами типа Sabaros ME 140, что позволит исключить их подкаливание.
Крышка корпуса редуктора привода вала бумагоделательной машины - целесообразно применение шин усиления сварного шва
|
| 6. |
В ряде случаев ремонту подлежат чугунные детали с утраченными фрагментами. В этом случае возможна постановка заплат, изготовленных из стали. Предварительно необходимо зачистить на чугуне место постановки заплаты и сделать облицовку, используя электроды Sabaros ME 144. Следует уделить особое внимание возможно более точной подгонке заплаты по отношению к подготовленному месту. Перед подгонкой заплате необходимо придать форму купола для компенсации напряжений, которые возникнут при её приварке. Сварку облицовки на чугуне и подогнанной заплаты следует производить электродами типа Sabaros ME 140.

Облицованное место под постановку заплаты
|

Установленная заплата
|
|
| 7. |
При выполнении ремонта рубашек охлаждения чугунных блоков двигателей, головок компрессоров Вы можете столкнуться с проблемой герметизации. Это не связано, как правило, с порами или трещинами сварного шва. Чугун - пористая структура. Даже минимальное внесение тепла при сварке может приводить к образованию микропор, как правило, по околошовной зоне. Для герметизации используется комбинация следующих материалов: паста Sabaros SpeciTin 2, пруток для пайки Sabaros BR 57, и флюс Sabaros F 1157. С помощью данной технологии была выполнена герметизация сварного соединения головки блока перекачки аммиака с рабочим давлением 150 атмосфер.
|
| 8. |
Для выполнения большинства задач по ремонту чугунных деталей необходимо иметь в составе аварийного запаса ремонтного подразделения:
a. Инверторный источник сварочного тока с точной параметрической установкой величины сварочного тока. Минимальные требования - 140А при 100% рабочем цикле.
b. Ручные электроды Sabaros МЕ 144 диаметром 3.2 мм для сварки замасленного чугуна и облицовки разделки.
c. Ручные электроды Sabaros ME 127 диаметром 3.2 мм для облицовки разделки сильно загрязнённых чугунов.
d. Ручные электроды Sabaros ME 140 для заполнения больших разделок толстостенных чугунных деталей и сварки чугуна со сталью.
|
|
|
|