В последнее время нам приходится сталкиваться с использованием нашей номенклатуры электродов (а также порошковых и цельнотянутых проволок) другими поставщиками сварочных материалов!
ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ НЕПОДВИЖНЫХ ПОСАДОЧНЫХ МЕСТ (ЦАПФ) КОРЕННЫХ ПОДШИПНИКОВ КАЧЕНИЯ ШАХТНЫХ ПОДЪЕМНЫХ МАШИН ТИПА ЦР-4х3/0.7, 2Ц-4х2.3, 2Ц-5х2.7.
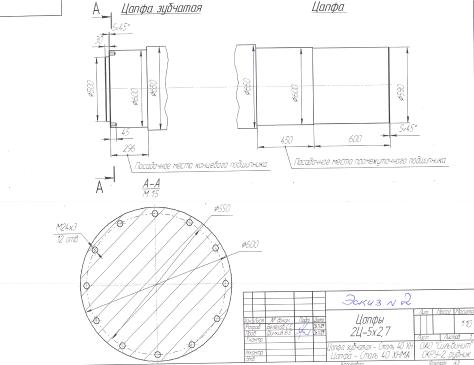
Рис.1
ОАО «Сильвинит» была поставлена задача по поставке оборудования для обработки посадочных мест (цапф) коренных подшипников качения шахтных подъёмных машин в соответствии с прилагаемыми эскизами.
Посадочное место по подшипник – Ø600 мм, монтажная поверхность машины для обработки – Ø650 мм.
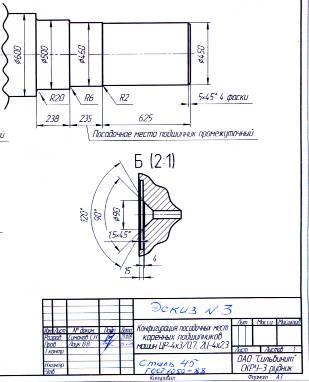
Рис.2
Посадочное место по подшипник – Ø460 мм, монтажная поверхность машины для обработки – Ø500 мм.
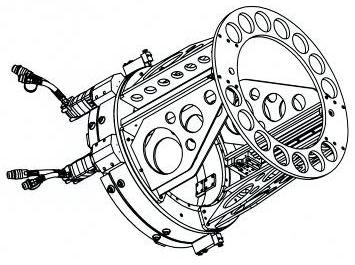
Рис.3
Для решения данной задачи совместно с фирмой Tri Tool Inc. США ,был предложен комплект оборудования, монтируемый непосредственно на валу и обеспечивающий проточку посадочного места на ремонтный размер. Общий вид комплекта представлен на рисунке 3.
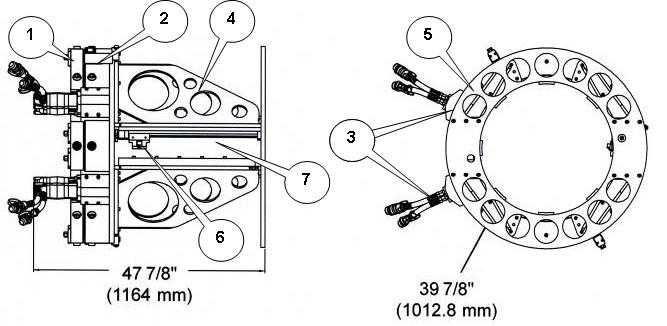
Рис.4
Комплект оборудования состоит из следующих основных компонентов – смотри Рис 4: 1. Монтажное кольцо крепления машины на валу. 2. Собственно машина для обработки вала. 3. Гидроприводы. 4. Рёбра жёсткости 5. Внешнее кольцо жёсткости. 6. Суппорт крепления режущего инструмента. 7. Направляющая продольного перемещения суппорта.
Представленный комплект позволяет протачивать следующие диаметры. В приведённой ниже таблице указаны также диаметры, на которых машина монтируется и коды комплектов опорных подкладок для монтажного кольца и машина.
Обрабатываемый диаметр
Монтажный диаметр
Ø600 mm
Ø650 mm
Ø460 mm
Ø500 mm
Ø460 mm
Ø500 mm (передний) и Ø600 mm (задний)
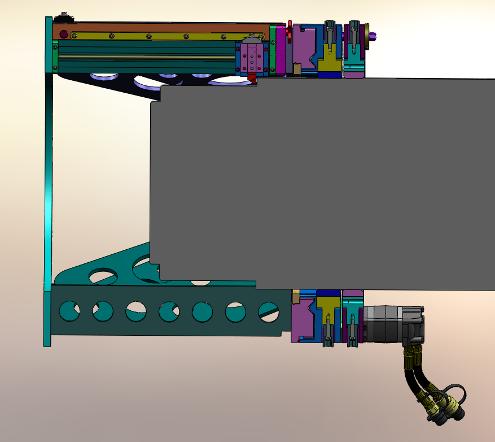
Рис. 5
Монтажный Ø650 мм, обрабатываемый Ø600 мм
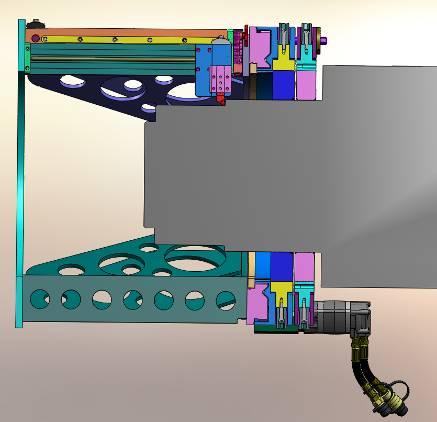
Рис. 6
Монтажный Ø500 мм, обрабатываемый Ø460 мм
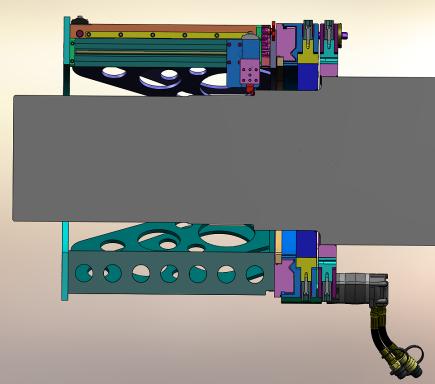
Рис. 7
Монтажный Ø500 и 600 мм, обрабатываемый Ø460 мм
При использовании реверсивной коробки передач ориентация гидропривода на машине может быть изменена на 180 градусов.
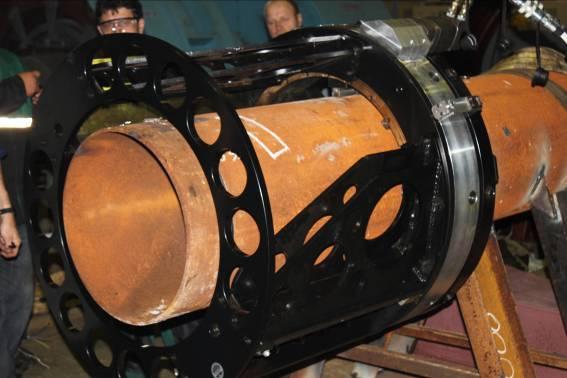
Рис. 8
На фотографии показана установка, смонтированная на имитаторе вала подъёмной машины для тестирования и обучения персонала заказчика.
Рис. 9.
На рисунке 9 показан процесс резания металла резцом на имитаторе вала.
Точность обработки посадочного места составила 0,04 мм по общему размеру и конусности.
Рис. 10
Кроме того, по просьбе Заказчика было поставлено оборудование (Рис. 10) для нагрева зубчатой муфты при её демонтаже (перед проточкой подшипника). Аналогичный комплект оборудования был использован при предварительном прогреве муфте перед её монтажом на место.